 English
English русский
русский عربى
عربى


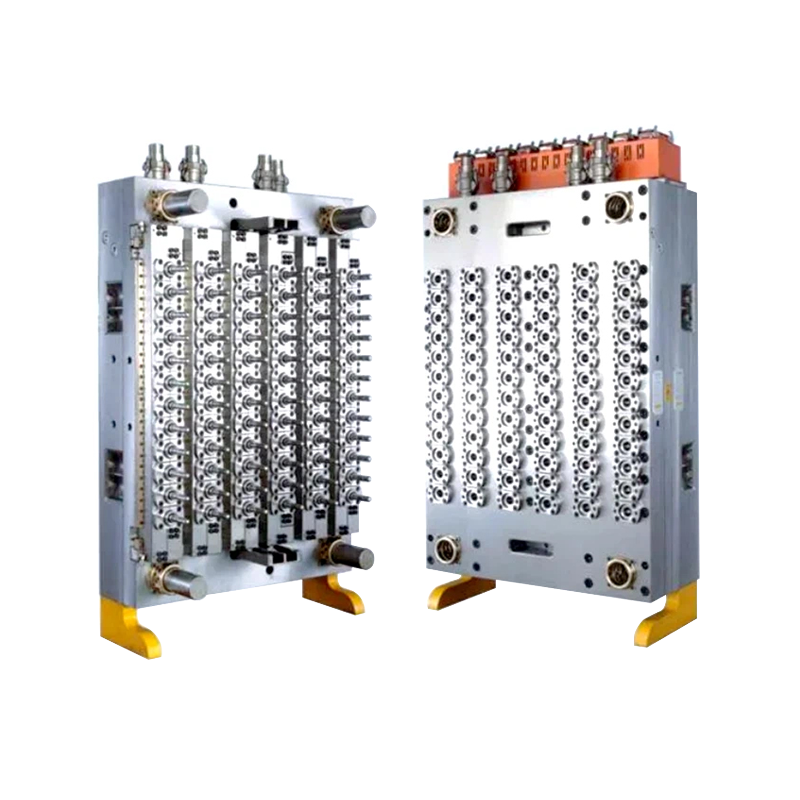
72-CAVITY PROMPHT MOULL
قالب التشكيل 72-cavity هو أداة عالية الكفاءة تستخدم في إنتاج تشكيلات زجاجة ال...
انظر التفاصيلالاحتياطات اللازمة لصب حقن التشكيل PET
1. قبل حقن مادة PET، يجب تجفيف المادة لمدة ثلاث أو أربع ساعات لمنع الرطوبة في الحيوانات الأليفة من تجاوز الحد والتأثير على جودة المنتج.
2. يجب فصل قالب وقوالب آلة التشكيل بالحقن بواسطة درع حراري، ويجب أن يكون هناك عادم كافٍ أثناء قولبة الحقن لمنع التشكيل المسبق للحيوان الأليف من الكسر.
3. يتم التحكم في درجة حرارة الذوبان عند 270-295 درجة مئوية، ويمكن استخدام طريقة حقن الهواء للقياس عند حقن التشكيل الخاص بالحيوان الأليف. ثيل
4. يجب أن يكون وقت حقن قوالب التشكيل للحيوانات الأليفة سريعًا، ويمكن التحكم في الوقت خلال أربع ثوانٍ. ال
5. الضغط الخلفي أقل من 100 بار لمنع التآكل أثناء صب حقن قوالب التشكيل للحيوانات الأليفة.
6. ألا تكون مدة الإقامة طويلة جدًا. بشكل عام، إذا كانت مدة إيقاف التشغيل لا تتجاوز 15 دقيقة، فهي تحتاج فقط إلى معالجتها عن طريق حقن الهواء، وإذا تجاوزت ذلك، يمكن استخدام اللزوجة PE للتنظيف.
نقاط صب الحقن في مصنع إنتاج التشكيل البلاستيكي
1. سرعة الحقن بشكل عام، يجب أن تكون سرعة الحقن سريعة لتجنب التخثر المبكر أثناء الحقن. ولكن بسرعة كبيرة جدًا، يؤدي معدل القص المرتفع إلى جعل المادة هشة. يتم الانتهاء من الحقن بشكل عام خلال 4 ثوانٍ.
2. وقت البقاء لا تستخدم أوقات الإقامة الطويلة بشكل مفرط لتجنب فقدان الوزن الجزيئي. حاول تجنب درجات الحرارة التي تزيد عن 300 درجة مئوية. إذا كانت فترة التوقف أقل من 15 دقيقة. يحتاج فقط إلى العلاج بحقن الهواء؛ إذا تجاوزت 15 دقيقة، فيجب تنظيفه بلزوجة PE، ويجب خفض درجة حرارة البرميل إلى درجة حرارة PE حتى يتم تشغيله مرة أخرى.
3. اختيار آلة تشكيل الحقن نظرًا لقصر الوقت الذي يستغرقه البولي إيثيلين البولي إيثيلين في الاستقرار بعد نقطة الانصهار ونقطة الانصهار العالية، فمن الضروري استخدام نظام حقن مع أجزاء تحكم بدرجة حرارة أكثر وتولد حرارة أقل احتكاك ذاتي أثناء التلدن، ويجب ألا يكون الوزن الفعلي للمنتج (المادة التي تحتوي على الماء) أقل من الحقن الآلي. 2/3 من الكمية.
4. الضغط الخلفي كلما كان أقل كلما كان ذلك أفضل لتجنب التآكل والتمزق. بشكل عام ليس أكثر من 100 بار. عموما لا تحتاج إلى استخدام.
قالب التشكيل 72-cavity هو أداة عالية الكفاءة تستخدم في إنتاج تشكيلات زجاجة ال...
انظر التفاصيل
يعد قالب التشكيل المكون من 12-Cavity أداة عالية الكفاءة مصممة لإنتاج التشكيلا...
انظر التفاصيل
القالب ذو الفم العريض ذو 18 تجويف هو أداة عالية الكفاءة مصممة خصيصًا لإنتاج ا...
انظر التفاصيل
تم تصميم القالب ذو الفم العريض ذو 12 تجويفًا خصيصًا لإنتاج الحاويات البلاستيك...
انظر التفاصيل
قالب الزجاجة بخمسة جالون هو أداة متخصصة مصممة لإنتاج حاويات بلاستيكية كبيرة ش...
انظر التفاصيل
تعد آلة النفخ شبه التلقائية أداة أساسية لإنتاج الحاويات البلاستيكية ، وتستخدم...
انظر التفاصيل
إن آلة نفخ التغذية اليدوية هي أداة فعالة مصممة لإنتاج الزجاجات والحاويات البل...
انظر التفاصيل
تعتبر آلة التشكيل بالحقن قطعة مهمة من المعدات في تصنيع المنتجات البلاستيكية. ...
انظر التفاصيل
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

البريد الإلكتروني:qihongmould@aliyun.com qh15359570157@qq.com

العنوان:حديقة بيج للعلوم والتكنولوجيا، منطقة هوانغيان، مدينة تايتشو، مقاطعة تشجيانغ، الصين.
حقوق الطبع والنشر © Taizhou Qihong Mold Co., Ltd. جميع الحقوق محفوظة

