 English
English русский
русский عربى
عربى


48-CAVITY PROMPHT MOULL
تم تصميم قالب التشكيل المسبق 48-Cavity لإنتاج تشكيلات زجاجة بلاستيكية عالية ا...
انظر التفاصيلفي المشهد التنافسي لتصنيع البلاستيك، الكفاءة هي اسم اللعبة، خاصة عندما يتعلق الأمر بقوالب التشكيل المستخدمة في إنتاج الزجاجات والحاويات البلاستيكية. مع ارتفاع متطلبات الإنتاج، يبحث المصنعون باستمرار عن طرق مبتكرة لتحسين عملياتهم، وتقليل أوقات الدورات، وتحسين جودة المنتج. يمكن لقالب التشكيل الذي يعمل بشكل جيد أن يؤثر بشكل كبير على الإنتاجية والربحية الإجمالية.
لذا، ماذا لو كان القالب الحالي الخاص بك يمكن أن يعمل بشكل أسرع، وأكثر برودة، وأخف في استهلاك الطاقة، ومع عيوب أقل - دون استبداله على الإطلاق؟
أساس كفاءة حقيقية قالب التشكيل يتم وضعه قبل وقت طويل من حقن الجرعة الأولى، خلال مرحلة التصميم. يمكن للتصميم المُحسّن جيدًا أن يخفض بشكل دائم 0.8-2.0 ثانية من وقت الدورة ويقلل استهلاك الطاقة بنسبة 10-20% طوال عمر القالب.
أدوات التصميم الرئيسية التي تتعامل معها الآن شركة Qihong وغيرها من الشركات المصنعة عالية الأداء كمعيار قياسي:
تحسن بنسبة نقطة مئوية واحدة في كفاءة التبريد أو مركبات طرد أسرع بمقدار 0.1 ثانية إلى ملايين التشكيلات الإضافية سنويًا. قم بالتحسين مرة واحدة، واربح إلى الأبد.
اختيار المواد هو المضاعف الصامت لكفاءة القالب. يمكن للفولاذ أو السبائك المُدخلة الخاطئة أن تحرمك بهدوء من السرعة والعمر والجودة لمدة عقد من الزمن.
استراتيجيات المواد المثبتة المستخدمة في أسرع القوالب اليوم:
الوزن الخفيف حيثما أمكن: استخدم الألومنيوم 7075-T6 للألواح المجوفة في مناطق الضغط المنخفض. يمكن للقالب ذو 48 تجويفًا أن يخسر ما بين 300 إلى 400 كجم، مما يسمح بتسريع/تباطؤ أسرع للصفائح المتحركة واستهلاك أقل للطاقة.
التبريد هو الملك. أسرع طريقة لإسقاط الثواني هي إخراج الحرارة من القالب بشكل أسرع.
توازن تدفق المياه من تجويف إلى آخر. يمكن أن يؤدي اختلاف التدفق بنسبة 10% بين التجاويف إلى إضافة 0.5 ثانية إلى الدورة الإجمالية فقط لإرضاء الدورة الأبطأ.
إن العداء الساخن الذي يتأرجح بمقدار ±5 درجة مئوية عبر المشعب يضيف بصمت ثواني وعيوب.
علامات الحروق، والطلقات القصيرة، والتشكيلات اللزجة كلها أعراض للهواء المحبوس أو الاحتكاك العالي.
التعديلات اليدوية تنتمي إلى الماضي. الكفاءة الحديثة هي حلقة مغلقة.
افعل هذه الأشياء الأربعة بشكل متدين، ونفس القالب الذي كان يعاني في 7 ثوانٍ سوف يستمر في أقل من 5 ثوانٍ، يومًا بعد يوم، مع عدم وجود أي رفض تقريبًا. السرعة ليست هدية من صانع القوالب، بل هي نظام تفرضه أنت.
يعد تحسين كفاءة قالب التشكيل أمرًا ضروريًا لزيادة الإنتاجية والحفاظ على القدرة التنافسية في صناعة تصنيع البلاستيك. من خلال تنفيذ استراتيجيات مثل تحسين تصميم القالب، وتعزيز أنظمة التبريد، واستخدام المواد المتقدمة، وضمان الصيانة الدورية، يمكن للمصنعين تقليل أوقات الدورات بشكل كبير وتحسين جودة التشكيل الخاص بهم.
في Qihong، رأينا بشكل مباشر ما يمكن أن يحققه التحسين المنضبط والذكي: خفض أوقات الدورات من 7.2 ثانية إلى 4.5 ثانية على نفس القوالب ذات الـ 72 تجويفًا، وانخفاض استهلاك الطاقة بنسبة 18%، وزيادة فعالية المعدات الإجمالية إلى ما يزيد عن 94% - كل ذلك بدون شراء قالب جديد واحد. هذه المكاسب لم تأت من السحر. لقد جاءت من الخطوات العملية التي شاركناها هنا — تخطيطات تبريد أفضل، وتصميمات تشكيل أخف وزنًا، وموازنة دقيقة للمسار الساخن، وتنفيس أكثر ذكاءً، ومراقبة العملية في الوقت الفعلي.
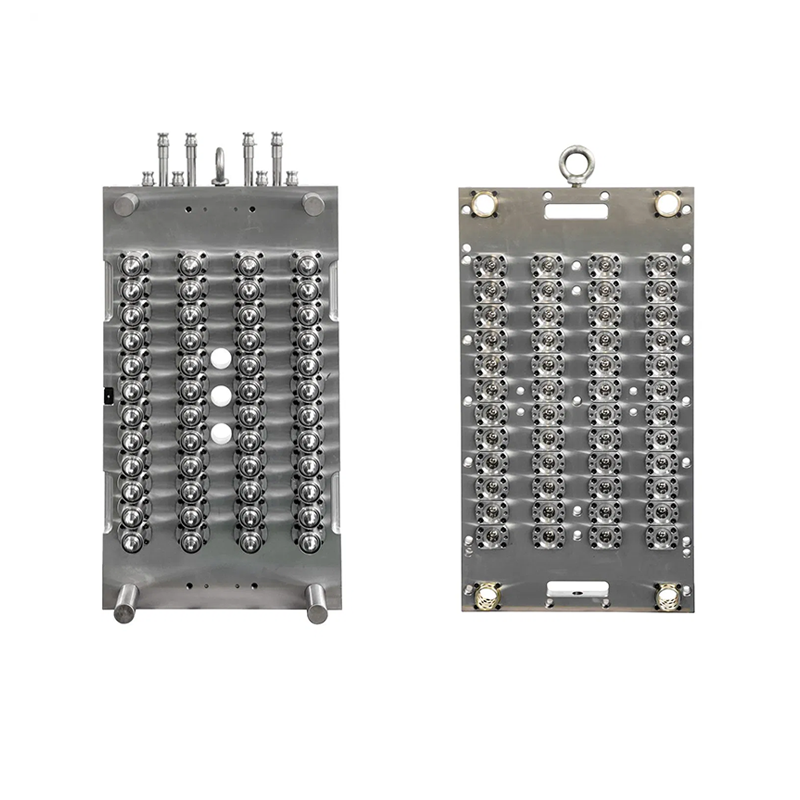
تم تصميم قالب التشكيل المسبق 48-Cavity لإنتاج تشكيلات زجاجة بلاستيكية عالية ا...
انظر التفاصيل
القالب ذو الفم العريض ذو 18 تجويف هو أداة عالية الكفاءة مصممة خصيصًا لإنتاج ا...
انظر التفاصيل
تم تصميم القالب ذو الفم العريض ذو 8 تجاويف لإنتاج حاويات بلاستيكية بفتحات أكب...
انظر التفاصيل
قالب زجاجة الماء/المشروبات هو قالب حقن بلاستيكي متخصص مصمم لإنتاج زجاجات الما...
انظر التفاصيل
قالب الزجاجة بخمسة جالون هو أداة متخصصة مصممة لإنتاج حاويات بلاستيكية كبيرة ش...
انظر التفاصيل
تعد آلة النفخ شبه التلقائية أداة أساسية لإنتاج الحاويات البلاستيكية ، وتستخدم...
انظر التفاصيل
تم تصميم المجموعة الكاملة من آلات النفخ الأوتوماتيكية لتلبية الاحتياجات المتن...
انظر التفاصيل
إن آلة نفخ التغذية اليدوية هي أداة فعالة مصممة لإنتاج الزجاجات والحاويات البل...
انظر التفاصيل
WhatsApp:+(86) 13957659071 / +(86) 18158637057 / +(86) 15395760157

البريد الإلكتروني:qihongmould@aliyun.com qh15359570157@qq.com

العنوان:حديقة بيج للعلوم والتكنولوجيا، منطقة هوانغيان، مدينة تايتشو، مقاطعة تشجيانغ، الصين.
حقوق الطبع والنشر © Taizhou Qihong Mold Co., Ltd. جميع الحقوق محفوظة

